在聚丙烯生產(chǎn)過(guò)程中,有人發(fā)現(xiàn)自己的切粒機(jī)頻繁出現(xiàn)退刀停車(chē)故障,對(duì)機(jī)組的連續(xù)穩(wěn)定運(yùn)行造成嚴(yán)重影響。
哪些因素會(huì)導(dǎo)致退刀停車(chē)的頻繁發(fā)生?
小編給大家對(duì)具體情況分析了一下,文末總結(jié)出了 3 點(diǎn)原因。
一、聚丙烯造粒過(guò)程
擠出造粒機(jī)組是聚丙烯由粉料轉(zhuǎn)化為粒料的關(guān)鍵機(jī)組,粉料經(jīng)過(guò)連續(xù)的熔融、混煉、均化、加壓、過(guò)濾、造粒階段形成最終的聚丙烯粒料產(chǎn)品。
其中,在模板與切刀的密切配合下切粒機(jī)負(fù)責(zé)將熔融態(tài)樹(shù)脂切削成顆粒狀產(chǎn)品。
停車(chē)期間切粒機(jī)與模板處于分離狀態(tài),開(kāi)車(chē)時(shí)切粒機(jī)根據(jù)設(shè)定的程序,切粒小車(chē)前進(jìn)至模板處,通過(guò)機(jī)械鎖實(shí)現(xiàn)切粒水室與模板的鎖定并密封,切刀軸前進(jìn)使刀刃與模板造粒孔貼合,通過(guò)電機(jī)驅(qū)動(dòng)切刀軸旋轉(zhuǎn)實(shí)現(xiàn)切削造粒。
切削的聚丙烯顆粒經(jīng)切粒水冷卻后輸送至下游進(jìn)行脫水干燥。然而在聚丙烯裝置擠壓造粒機(jī)組運(yùn)行過(guò)程中,切粒機(jī)頻繁出現(xiàn)退刀停車(chē)故障,嚴(yán)重影響生產(chǎn)效率與產(chǎn)品質(zhì)量。
因此,急需找到切粒機(jī)退刀停車(chē)故障的原因并制定解決措施,以保證機(jī)組的連續(xù)穩(wěn)定運(yùn)行。
二、存在的問(wèn)題
擠出造粒機(jī)組開(kāi)車(chē)時(shí)和正常生產(chǎn)過(guò)程中頻繁出現(xiàn)退刀,造成切粒機(jī)高扭矩連鎖停車(chē)。
根據(jù)記錄,擠出機(jī)開(kāi)車(chē)時(shí)最多經(jīng)歷過(guò) 8 次退刀高扭轉(zhuǎn)連鎖停車(chē),第 9 次才開(kāi)車(chē)成功;正常生產(chǎn)期間半個(gè)月內(nèi)退刀高扭矩連鎖停車(chē)次數(shù)高達(dá) 10 次,嚴(yán)重影響生產(chǎn)的連續(xù)性和穩(wěn)定性。
三、故障原因分析
通過(guò)對(duì)切粒機(jī)開(kāi)車(chē)時(shí)和正常生產(chǎn)過(guò)程中出現(xiàn)的退刀造成高扭矩連鎖停車(chē)現(xiàn)象進(jìn)行分析,可以從切刀模板使用情況、切粒機(jī)與模板對(duì)中、切粒機(jī)刀壓調(diào)整、模板及切粒水溫度調(diào)整、液壓油系統(tǒng)運(yùn)行穩(wěn)定性等方面進(jìn)行故障排查,并提出解決方案。
1、切刀與模板貼合不良造成退刀
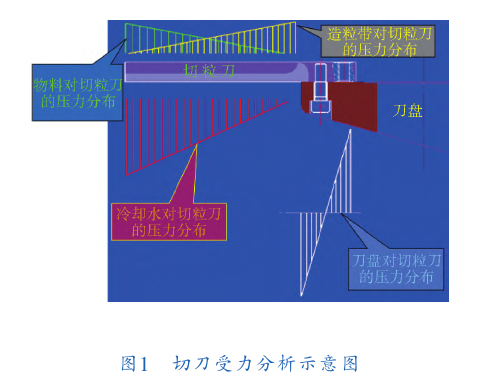
對(duì)切粒機(jī)運(yùn)行過(guò)程中的切刀進(jìn)行受力分析(圖 1),切刀以懸臂的姿態(tài)工作,主要承受與切刀直接接觸的 4 種物質(zhì)產(chǎn)生的作用力,分別為:
A、刀盤(pán)受切刀軸的作用力對(duì)切刀產(chǎn)生向模板方向的壓力,電機(jī)驅(qū)動(dòng)切刀軸和刀盤(pán)向切刀施加圓周方向的扭力,也是切刀能切削樹(shù)脂的驅(qū)動(dòng)力;
B、經(jīng)熔融泵加壓的樹(shù)脂通過(guò)模板造粒孔對(duì)切刀產(chǎn)生軸向的阻力,以及樹(shù)脂在切刀圓周方向產(chǎn)生的切削阻力;
C、模板造粒帶對(duì)切刀產(chǎn)生軸向阻力,以及切刀在造粒帶上貼合運(yùn)行產(chǎn)生圓周方向的摩擦阻力;
D、由于切刀前刀面為斜面,因此切刀旋轉(zhuǎn)運(yùn)動(dòng)過(guò)程中,切粒水會(huì)對(duì)切刀產(chǎn)生圓周方向的阻力,以及向模板方向的壓力。
在這4種力的共同作用下,當(dāng)軸向阻力大于軸向壓力時(shí),就會(huì)造成切粒機(jī)退刀;當(dāng)圓周方向的阻力大于電機(jī)輸出扭矩保護(hù)值時(shí),就會(huì)造成電機(jī)過(guò)扭矩連鎖停車(chē)。
2、切刀與模板刃口不鋒利
當(dāng)切刀與模板造粒孔刃口不鋒利時(shí),會(huì)使得樹(shù)脂無(wú)法順利切斷,切刀切削阻力增大,進(jìn)而出現(xiàn)墊刀、退刀和高扭矩連鎖停車(chē)的情況。但在該情況下,粒料產(chǎn)品中首先會(huì)出現(xiàn)拖尾料。
根據(jù)現(xiàn)場(chǎng)檢查情況可見(jiàn),顆粒中未發(fā)生拖尾現(xiàn)象,停車(chē)檢查模板出料孔刃口和切刀刃口均平整鋒利。
在開(kāi)車(chē)不成功的情況下,還啟動(dòng)磨刀程序進(jìn)行磨刀,更換切刀也未能解決退刀的問(wèn)題。
因此切刀與模板造粒孔刃口不鋒利問(wèn)題可以排除。
3、切粒機(jī)與模板對(duì)中不良
切粒機(jī)使用的刀盤(pán)為撓性刀盤(pán),其裝刀面的撓度為 0.05~0.50 mm。切粒機(jī)軸與模板對(duì)中要求不大于 0.20 mm, 若機(jī)組在運(yùn)行過(guò)程中因基礎(chǔ)沉降或在安裝時(shí)對(duì)中不良, 超出撓性刀盤(pán)補(bǔ)償能力,則可能造成切刀刀刃與模板造粒孔間存在間隙,進(jìn)而導(dǎo)致墊刀、退刀和高扭矩連鎖停車(chē)的情況。
停車(chē)后復(fù)查測(cè)量,撓性刀盤(pán)裝刀面的最大撓度為 0.48 mm,復(fù)查對(duì)中,切粒機(jī)軸與模板對(duì)中偏差為 0.02 mm,均滿(mǎn)足設(shè)計(jì)使用要求,因此切粒機(jī)與模板對(duì)中不良問(wèn)題可以排除。
4、切粒機(jī)刀壓設(shè)置不合理
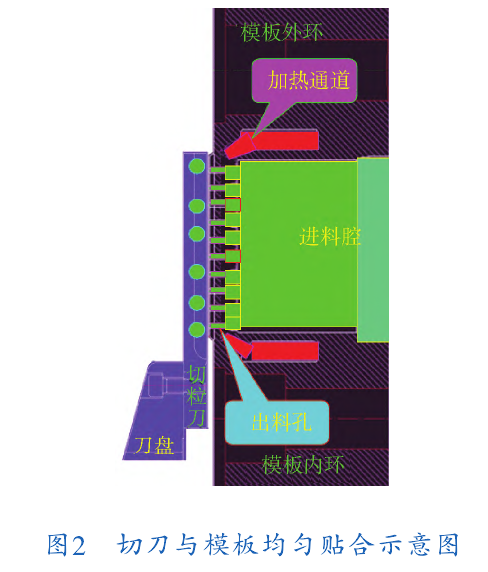
切粒機(jī)配套有液壓油系統(tǒng),液壓油通過(guò)液壓油缸實(shí)現(xiàn)切刀軸進(jìn)刀、退刀,正常生產(chǎn)期間進(jìn)刀壓、退刀壓分別作用在液壓油缸活塞兩端,進(jìn)刀壓需克服退刀壓、刀軸自身阻力、模板造粒孔排出樹(shù)脂阻力, 使切刀刃口與模板造粒帶均勻貼合,以保證切出的樹(shù)脂顆粒大小均勻、刀刃磨損整齊(圖 2)。
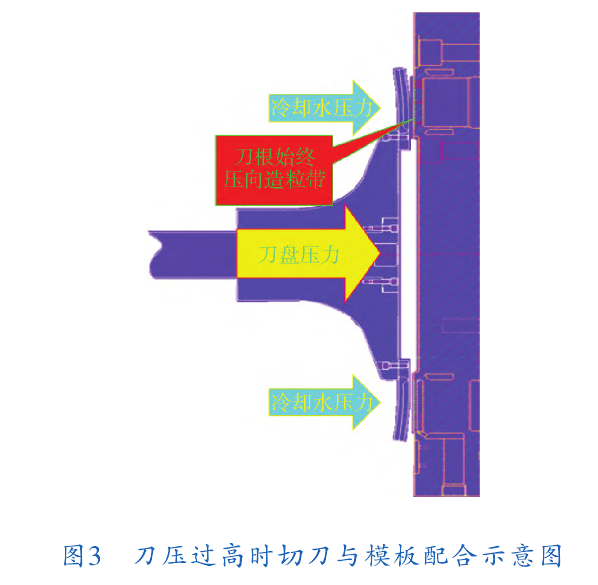
機(jī)組負(fù)荷穩(wěn)定的情況下,刀軸自身阻力、 模板造粒孔排出樹(shù)脂阻力處于穩(wěn)定狀態(tài),此時(shí)若進(jìn)刀壓與退刀壓之間壓差過(guò)高,則會(huì)導(dǎo)致切刀刀根磨損嚴(yán)重,刀尖部分與模板造粒帶產(chǎn)生間隙(圖 3),進(jìn)而出現(xiàn)墊刀、退刀和高扭矩連鎖停車(chē)情況。
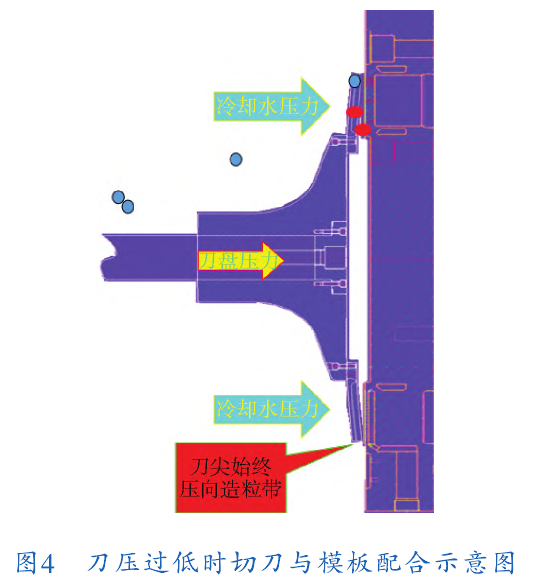
若進(jìn)刀壓與退刀壓之間壓差過(guò)低,則會(huì)導(dǎo)致切刀刀尖磨損嚴(yán)重,刀根部與模板造粒帶產(chǎn)生間隙(圖 4),進(jìn)而出現(xiàn)墊刀、退刀和高扭矩連鎖停車(chē)情況。
經(jīng)過(guò)多次試車(chē), 當(dāng)進(jìn)刀壓與退刀壓壓差為 1.64 MPa時(shí),切出的樹(shù)脂顆粒均勻度、刀刃平整度處于最優(yōu)狀態(tài)。故以該壓差為基準(zhǔn),通過(guò)計(jì)算獲得最優(yōu)的進(jìn)刀壓和退刀壓。
即在保障切出的樹(shù)脂顆粒均勻度、刀刃平整度最優(yōu)的前提下,降低了進(jìn)、退刀壓,提升了切刀抗模板造粒孔排出樹(shù)脂的沖擊能力,提升了切粒機(jī)運(yùn)行穩(wěn)定性,減少了切粒機(jī)退刀情況的發(fā)生。
據(jù)此可以判斷出,刀壓設(shè)置不合理可能是導(dǎo)致退刀的原因。
5、模板及切粒水溫度調(diào)整不合理造成退刀
在熔融泵加壓推力作用下,樹(shù)脂被壓進(jìn)造粒模板的進(jìn)料腔,通過(guò)模板導(dǎo)熱油加熱流道對(duì)其進(jìn)行再次加熱,并從模板造粒孔擠出進(jìn)入切粒水腔室。
在切粒水和低壓切粒水腔室環(huán)境的共同作用下,樹(shù)脂迅速膨脹,表面固化。擠出造粒孔的部分,被旋轉(zhuǎn)的切刀(動(dòng)刀)和模板造粒帶出料孔端面(定刀)切斷成型,完成造粒。
在此過(guò)程中,若模板和切粒水溫度過(guò)低,會(huì)造成樹(shù)脂顆粒小和碎屑多的問(wèn)題,影響產(chǎn)品質(zhì)量和產(chǎn)能;
若模板和切粒水溫度過(guò)高,則會(huì)使樹(shù)脂從模板造粒孔過(guò)快流出,切粒水不能完全將樹(shù)脂表面固化,造成切刀切粒困難,出現(xiàn)墊刀、退刀和高扭矩連鎖停車(chē)的情況。
通過(guò)對(duì)不同牌號(hào)產(chǎn)品進(jìn)行熔點(diǎn)檢測(cè)發(fā)現(xiàn),產(chǎn)品之間的熔點(diǎn)差異較大。
將生產(chǎn)過(guò)程中較少發(fā)生退刀停車(chē)故障與頻繁發(fā)生退刀停車(chē)故障時(shí)所生產(chǎn)的產(chǎn)品進(jìn)行比較,發(fā)現(xiàn)后者比前者的熔點(diǎn)低20℃左右。
相應(yīng)的模板和切粒水設(shè)定溫度并沒(méi)有成比例的跟隨調(diào)整,因此模板和切粒水溫度調(diào)整不合理可能是造成退刀的原因。
6、液壓油系統(tǒng)運(yùn)行不穩(wěn)定造成退刀
切粒機(jī)配套有液壓油系統(tǒng),液壓油通過(guò)液壓油缸實(shí)現(xiàn)切刀軸進(jìn)刀、退刀,若運(yùn)行過(guò)程中液壓油系統(tǒng)不能提供穩(wěn)定的液壓油壓力,會(huì)導(dǎo)致切粒機(jī)切刀軸受力不穩(wěn)定,進(jìn)而造成墊刀、退刀和高扭矩連鎖停車(chē)等情況。
通過(guò)對(duì)切粒機(jī)液壓油系統(tǒng)油路進(jìn)行梳理研究,并結(jié)合開(kāi)車(chē)時(shí)設(shè)定的進(jìn)刀、退刀壓發(fā)現(xiàn),控制退刀壓的溢流閥整定壓力為 3 MPa,與設(shè)定的退刀壓相同。根據(jù)溢流閥結(jié)構(gòu)原理,其整定壓力是通過(guò)調(diào)節(jié)彈簧壓縮量實(shí)現(xiàn)的,當(dāng)設(shè)定壓力處于溢流閥整定壓力臨界點(diǎn)時(shí),溢流閥抗干擾能力較弱。
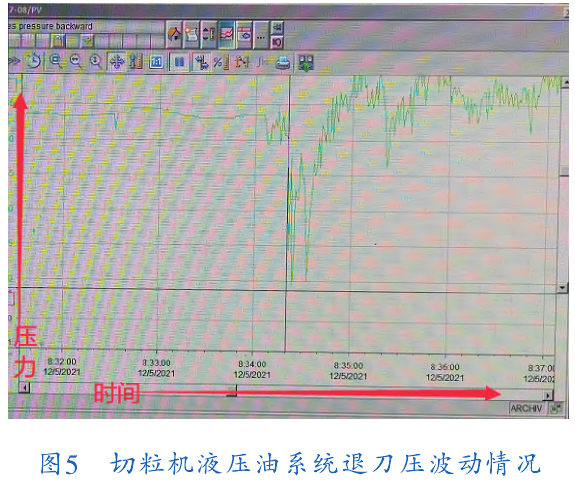
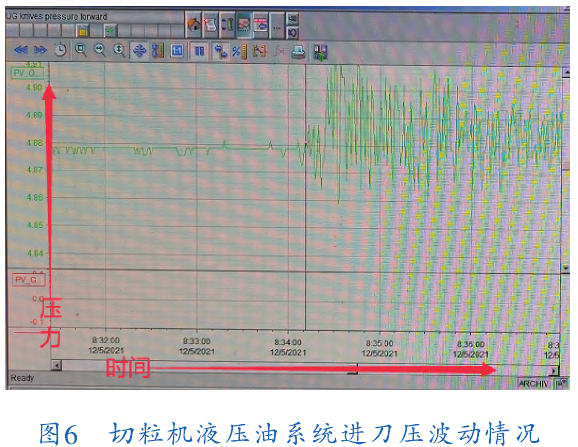
系統(tǒng)發(fā)生輕微波動(dòng),即會(huì)造成溢流閥波動(dòng),進(jìn)而造成退刀壓、進(jìn)刀壓跟隨波動(dòng)(圖 5、6 中的綠色曲線代表油壓波動(dòng)趨勢(shì)),最終出現(xiàn)退刀連鎖停車(chē)故障,因此液壓油系統(tǒng)運(yùn)行不穩(wěn)定可能是造成退刀的原因。
四、總結(jié)
根據(jù)上述分析,造成切粒機(jī)退刀連鎖停車(chē)問(wèn)題的原因主要集中在3個(gè)方面:
一是刀壓設(shè)置不合理;
二是模板和切粒水溫度設(shè)置不合理;
三是切粒機(jī)液壓油系統(tǒng)不穩(wěn)定。
轉(zhuǎn)自——鏈塑網(wǎng)公眾號(hào)