不同的螺桿區段、螺桿結構、加料量、轉數、物料形狀(粉體或顆粒或液體)都會影響充滿度,而充滿度直接影響到材料的塑化程度。
充滿度在雙螺桿擠出的意義
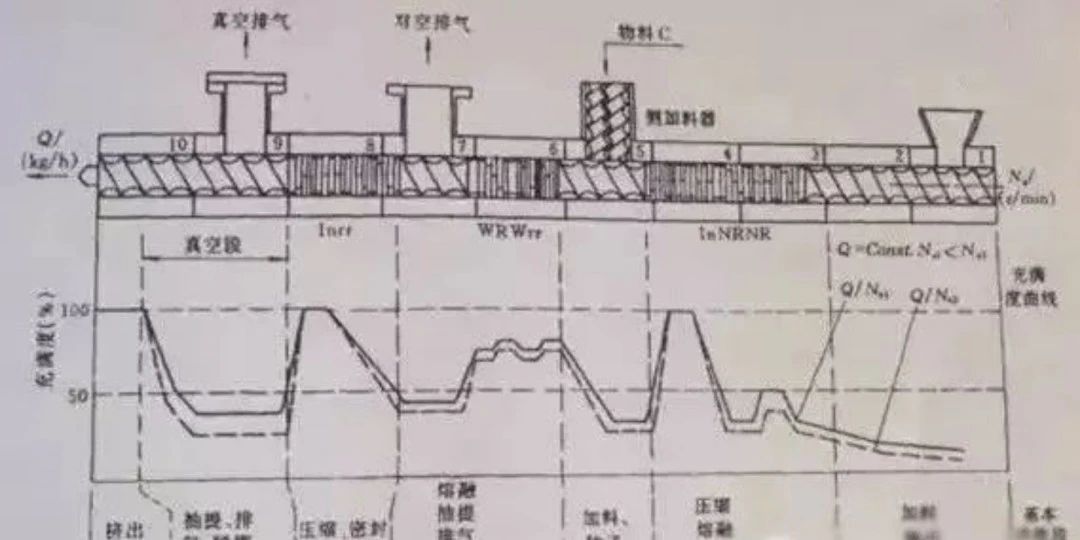
1、固體傳輸段,充滿度表明物料與螺桿和機筒的接觸情況,因而表明機筒與物料的傳熱情況;
2、熔融段,充滿度意味著物料粘度大小與傳送效率;
3、捏合段,充滿度決定著熔體的觸變性能,預塑化效果;
4、剪切段,熔體的最后一段塑化,充滿度、剪切塊組合、熔體流動性綜合指標影響到了塑化的程度;
5、排氣段,它表明物料自由表面積的大小,排氣效果的好壞,冒不冒料;
6、熔體傳輸段,充滿度決定了螺桿內部是否建立起壓力。
熔體粘度對充滿度的影響
1、過低的粘度,在傳輸的過程中,沉在底部,不能被螺桿充分傳輸,這樣的現象我們一般稱之為漏液,亦即,粘度低的熔體,重力影響不可忽略,并且占位主導地位,將會嚴重影響充滿度,進而造成塑化程度差。
2、熔體粘度過大,則導致螺桿扭矩增加,超過實際的輸出扭矩,造成死機、卡機等現象,這樣則需要改善其流動性,引入加工助劑。
因此,在加工的過程中,因充分了解材料的流動性特性、耐剪切特性、耐溫體系、觸變特性等物理參數,選定合理的工藝,提高螺桿的充滿度,塑化更加均勻!
以阻燃 TPE 為例

螺桿各段溫度浮動于 170~180,模頭溫度 185,長徑比 48,轉速:320 rpm,調節不同的喂料速度得出以下變化規律:喂料速度增加,螺桿充滿度增加,注塑制品斷裂伸長率與拉升強度增到,當喂料為轉速的 72%,材料表現出最大的彈性模量、斷裂伸長率、阻燃效率(離火自熄),再增加喂料,性能無明顯提升,甚至出現偶爾卡機的現象!
在 TPE 熱塑性材料生產過程中,往往大家認為喂料只提高其生產效率,其實還提高了混合程度,塑化效果!
轉自——鏈塑網公眾號