一、行業背景及現狀
色母粒的加工對于配混工藝和設備有著嚴苛的要求:顏料和添加劑,基礎樹脂成分必須絕對完全準確計量,然后通過配混系統例如雙螺桿擠出機、密煉機均勻地分散和混合到基礎樹脂中。
色母粒的概念是指將顏料或添加劑濃縮到樹脂基體中。色母粒一般是標準 3-5 mm 大小的粒子,也有 1 mm 微型粒子。根據顏料的種類不同,色母粒一般分為白色、黑色和彩色。色母粒的生產可采用預混、分添加或配色工藝。

目前國內色母粒生產,顏料和添加劑,基礎樹脂成分大多數是人工預混工藝,即需要人工投料&計量來實現。這種工藝自動化程度低,配方的準確度差,環境污染大。近年來,在黑白色母生產中利用失重秤增加分開添加工藝,提高了配方的準確度和穩定性,同時降低環境污染。
二、典型應用
●彩色母粒
●特殊顏料效果色母粒,如珠光母粒
●炭黑色母粒
●白色母粒
●PET纖維色母粒

三、計量配色方案
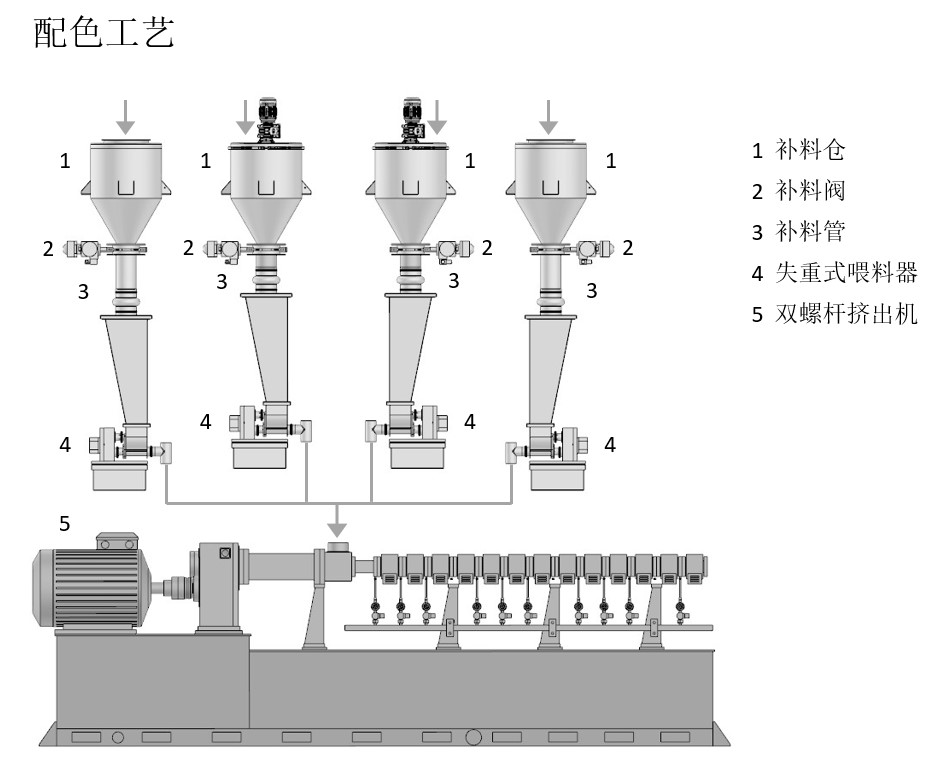
1、配色工藝
配色工藝一般是高端的應用,不同的色粉利用失重喂料器分開喂料,加入到擠出機中,并在其中塑料、混合、生產出想要的顏色產品。該工藝常用的基體樹脂是 PE、PP 和 PA、PET。準確的失重喂料器保證了最終產品質量合格。
A、典型原料成分
樹脂:顆粒,堆積密度 0.5-0.7 Kg/L;流動性好
色粉:粉料,堆積密度 0.2-0.4 Kg/L;流動性差
助劑:粉料,堆積密度 0.2-0.4 Kg/L;流動性一般
助劑:粒粉混合,堆積密度 0.3-0.4 Kg/L;流動性一般
B、工藝特點
● 每種原料獨自下料,并有精確計量,在配料操作方面非常簡單方便
● 只要清理色粉喂料器和補料部分
● 現場比較干凈,容易控制
● 對于需要一定換色頻率的生產線有一定優勢
● 色粉和其他原料沒有提前做浸潤,所以對擠出機的分散要求比較高
C、常用設備組成
● 補料倉
● 補料閥
● 失重喂料器
● 集料倉
● 雙螺桿擠出機或連續密煉機
D、松耐失重喂料器的優勢
● 即使很小的喂料量,也能保證穩定的喂料精度
● 優異的防架橋性能,面對難以喂送的色粉,我們的流量控制更精確
● 無工具快拆設計使清潔更換更簡捷


(客戶投入使用現場)
2、預混工藝
在預混的工藝中,所有色粉、助劑、基礎樹脂原料都提前在混料器中混勻。然后,通常使用一個體積喂料器加入到雙螺桿擠出機或密煉機中加工。
A、典型原料成分
樹脂:顆粒,堆積密度 0.5-0.7 Kg/L;流動性好
色粉:粉料,堆積密度 0.2-0.4 Kg/L;流動性差
助劑:粉料,堆積密度 0.2-0.4 Kg/L;流動性一般
助劑:粒粉混合,堆積密度 0.3-0.4 Kg/L;流動性一般

B、工藝特點
● 有色母料分散要求的一定浸潤時間,對下游成型機要求相對較低
● 最好做單一產品,高速混料機的清潔工作量比較大
● 高速混料機的電力消耗較大
C、常用設備組成
● 噸包投料站
● 顆粒料輸送裝置
● 補料倉:為減重喂料器提供原料緩存
● 補料閥:受減重喂料器控制,當減重喂料器進入補料階段時,閥門自動打開
● 批次減重喂料器:采用減重秤工作原理,進行批次計量,按照設定的批次產量計量
● 高速混料機
D、松耐批次減重喂料器的優勢
● 獨立批次減重控制技術,比增重批次效率更高
● 模塊化自由組合,適應配方能力更強,快拆的設計使清潔操作簡單

(客戶投入使用現場)
轉自——鏈塑網公眾號