四、擠出熔融流延法薄膜的特點
1、生產速度快;擠出流延工藝中冷卻輥輥溫可在0~-5℃,直接緊貼在輥筒上,冷卻效果好。
2、透明性好。無論是PP還是PE都能用擠出流延法生產出透明性良好的薄膜。
3、擠出流延法薄膜的厚度均勻性好。
4、擠出流延膜的縱橫向性能是均衡的。原則上,擠出流延法生產的薄膜是由一個輥筒流向另一個輥筒,不應該存在卷取或牽引的拉力,因而擠出流延膜縱向和橫向都不受到拉伸,性能是均勻的。
5、正因為擠出流延膜不受任何方向上的拉伸,其熱封性能比吹脹膜好,而雙向拉伸膜則沒有熱封性。擠出流延膜受熱時的收縮性很小,有利于熱封制袋。
五、流延膜的成型設備
流延膜典型的成型設備包括“擠出機、機頭、冷卻裝置、測厚裝置、切邊裝置、電暈處理裝置、收卷裝置”等。
1、擠出機
螺桿直徑:Φ90~ Φ200
長徑比:25~33
擠出機頭必須安裝在移動的基座上
2、機頭
支管式機頭
衣架式機頭
分配螺桿機頭
其它形式機頭
過濾熔料裝置

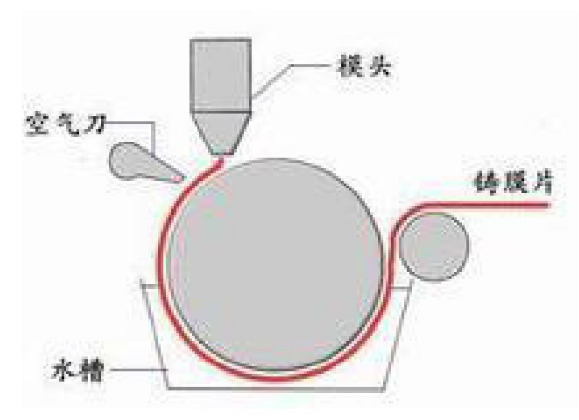
3、冷卻裝置
1)冷卻輥
雙輥水槽冷卻
單輥水槽冷卻
2)氣刀
4、測厚裝置
側后裝置大多采用β射線測厚儀,檢測器沿橫向往復移動測量薄膜厚度,并用熒光屏顯示。
5、切邊裝置
擠出薄膜由于產生“瘦頸”現象,會使薄膜邊部偏厚,需切除薄膜邊部,才能保證膜卷端部整齊、表面平整。
6、電暈處理裝置
電暈處理是一種電擊處理,它使承印物的表面更有附著性。
7、卷取裝置
薄膜采用主動收卷形式,一般為自動或半自動形式切割、換卷。
薄膜的收卷裝置還包括薄膜的切割裝置。
薄膜的切割方式有電熱切割法和刀片裁切法。
六、流延薄膜的應用和發展趨勢
1、應用
1)多層共擠流延薄膜
主要用于包裝工業中需要復合的、專用化的高檔薄膜產品范圍包括:低溫熱封膜、鍍鋁基材膜、高阻隔膜、蒸煮膜、消光膜、抗靜電膜、抗菌膜、PVB防爆膜等。
2)多層復合薄膜
食品、飲料、茶葉、肉制品、農產品、海產品、紡織品、化工產品、衛生保健品、醫藥用品、文教用品、化妝用品等的包裝。
2、流延薄膜四大發展趨勢
1)材料減量化:為適應包裝減量、環保的要求,包裝材料的薄型化、輕量化。
2)使用安全化:重視人類自身的健康,材料要安全化。
3)產品智能化:具有保鮮、防腐、抗菌、防偽、延長保質期等多種功能。
4)設備高效化:包裝設備正在向大型化、快速化、高效化、自動化方向發展。
轉自——快塑觀點