塑料薄膜在工業、農業等領域發揮著巨大的作用,已經成為生產和生活中不可或缺的一部分。塑料薄膜有低密度聚乙烯(LDPE)薄膜、聚丙烯(PP)薄膜、高密度聚乙烯(HDPE)薄膜、PVC薄膜等。LDPE薄膜主要應用于包裝膜、農業用膜、重包裝膜以及醫用包裝膜等領域,其中包裝膜在LDPE薄膜中占有主導地位。
一、LDPE是何種材料
帶大家先了解一下PE的分類:根據PE聚合和生產工藝的不同,會導致PE的密度和分子結構有所差異,按照PE密度大小可將其分為HDPE、LDPE、LLDPE(線性低密度聚乙烯)、VLDPE(極低密度聚乙烯)、ULDPE(超低密度聚乙烯薄膜)。其中 LDPE 因其良好的成型加工性能,易成膜,光學性能和機械性能優異,成為了包裝行業的主要原料。
LDPE通常是在高壓力(100-300MPa)、高溫(190-210℃)、過氧化物催化條件下自由基聚合而成,產物的密度在0.91g/cm3-0.93g/cm3之間。LDPE密度較低的原因是在聚合反應過程中發生了鏈轉移反應,在分子鏈上生成許多不同長度的支鏈,阻礙了分子鏈整齊地排布。
通常支鏈個數越多,分子量分布越寬,熔點會越低。LDPE薄膜的優勢是沖擊強度較好,而且因其結晶度較低從而表現出很高的透明度,較低的霧度值。
二、LDPE 薄膜生產工藝
吹塑成型法和流延成型法是LDPE薄膜加工中最主要的工藝方法,吹塑成型法較為普遍,LDPE吹塑薄膜分為上吹法、下吹法和平吹法三種,其中上吹法應用最廣,可生產厚度為10~300 μm的薄膜。
LDPE吹塑薄膜具體的工藝:首先,LDPE 樹脂經過擠出機熔融塑化,在擠出機內擠出形成管膜;其次,通入壓縮空氣將膜管膨脹,同時利用牽引輥夾緊膜并快速拉伸,并在牽引過程中繼續在空氣中冷卻定型,最后牽引輥壓疊卷取PE薄膜。
三、影響 LDPE 薄膜性能的主要影響因素
3.1 擠出溫度
在熔融擠出過程中,需選擇該聚合物合適的擠出溫度,并確保機頭溫度均勻且核心的模具溫度應盡可能一致。
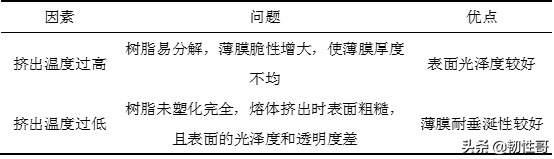
表3-1 擠出溫度對LDPE薄膜的影響
3.2 霜白線
霜白線,指 LDPE 熔體從粘流態進入高彈態的分界線。在薄膜的吹塑過程中,樹脂從模口中擠出時呈熔融狀態,透明度較高。

表3-2霜白線對LDPE薄膜的影響
3.3 吹脹比和牽伸比
吹脹比是指薄膜收卷后的最終直徑與機頭口模的環形直徑之比。吹脹比低,往往導致薄膜的橫向機械性能下降;吹脹比高則會提高薄膜的橫向強度。
牽伸比是指薄膜的牽引輥速度與熔體擠出速度之間的比值。牽伸比增大,則薄膜縱向力學性能也會隨之提高,且厚度變薄,因此調節牽伸比是是控制膜厚的一個重要方法。
轉自——薄膜材料前沿